
In der PLCopen-Steuerung ist das Koordinatensystem der Bezugspunkt zur Definition der sechs Freiheitsgrade (DOFs). Ingenieure müssen verstehen, wie verschiedene Koordinatensysteme interagieren und welche Rahmen für das Verständnis wichtig sind.
Das Verständnis der Unterschiede zwischen Koordinatensystemen und wie sie miteinander interagieren, ist der Schlüssel zu einer erfolgreichen Bewegungssteuerung mithilfe von Gruppen. In Teil 4 von PLCopen, dem globalen Standard für die Bewegungssteuerung von programmierbaren IEC6111-3-Steuerungen, wird das Konzept der mehrachsigen koordinierten Bewegung unter Verwendung von Gruppen eingeführt. Eine Gruppe ist eine Sammlung von Achsen, die nach einem gemeinsamen Mechanismus zusammenarbeiten, um einen Bewegungspfad in drei Dimensionen bereitzustellen. Beispiele sind Portalsysteme, Knickarmroboter, Dreiecksroboter oder Verbindungsmechanismen; Mehrere Achsen arbeiten zusammen, um eine mehrdimensionale Bewegung des Geräts zu erreichen.
Als Teil der neuen Funktionalität ist das Konzept der Koordinatensysteme in Steuerungen zu einem wichtigen Thema geworden, das es zu verstehen gilt. Das Koordinatensystem ist der Referenzpunkt, der die sechs Freiheitsgrade (DOFs) definiert: X, Y und Z für kartesische Koordinaten und die Winkel Rx, Ru und Rz, die den Rotationsgrad jeder Achse beschreiben (als Euler-Winkel bezeichnet). .
Jeder gesteuerte Mechanismus, jede Komponente oder Arbeitseinheit hat sein eigenes Koordinatensystem. Da die PLCopen-Steuerung mehrere Gruppen steuern kann, die jeweils an mehreren Teilen arbeiten, ist es für das Verständnis des Programmierers wichtig zu erkennen, wie verschiedene Koordinatensysteme interagieren.
Jedes Koordinatensystem hat einen Ursprung, der verwendet wird, um den Nullpunkt in allen Koordinaten zu definieren. Die Richtung jeder Achse wird durch die Rechte-Hand-Regel bestimmt (siehe Abbildung 1). Wenn der Zeigefinger in die positive Richtung von X zeigt, zeigt der gestreckte Mittelfinger (im rechten Winkel zum Zeigefinger) in die positive Richtung von Y und der gestreckte Daumen in die positive Richtung von Z.
Die Winkelrichtung wird mit der rechten Spiralregel bestimmt (siehe Abbildung 2). Der Daumen zeigt in die positive Richtung der Achse und der Finger biegt sich um die Achse in die positive Rotationsrichtung der Achse.

Position des Motors
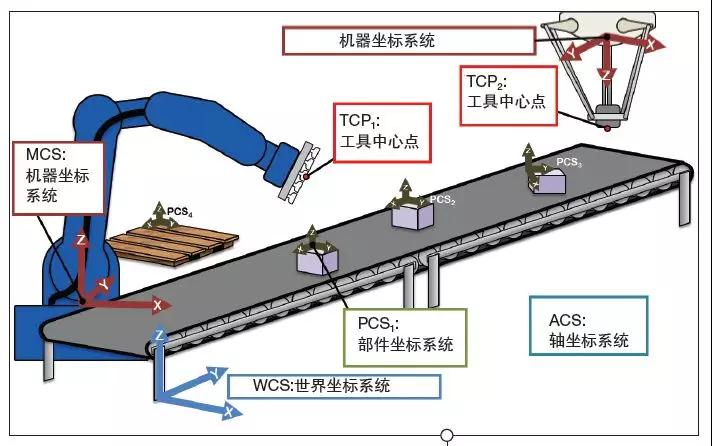
Schließlich steuert die Steuerung die Position der einzelnen Motoren. Jede Achse in der Gruppe hat ihr eigenes Achsenkoordinatensystem (ACS), das die Rotationsposition des Motors darstellt. Für die meisten komplexen Mechanismen, wie z. B. Gelenkarmroboter, Triangulationsroboter und Verbindungsmechanismen, bedeutet die Position eines Koordinatensystems mit einer einzigen Achse nicht, dass irgendetwas alleine getan wird; Durch die Koordination dieser Achsen wird die Position der Maschine durch kinematische Berechnungen bestimmt. Diese Berechnungen können innerhalb der Steuerung oder von einer eigenständigen Robotersteuerung durchgeführt werden.
Das grundlegende Koordinatensystem für jede Gruppe ist das Maschinenkoordinatensystem (MCS). Der Maschinenhersteller legt die Quelle des Maschinenkoordinatensystems fest. Bei Knickarmrobotern und Dreiecksrobotern befindet es sich normalerweise auf der Basis des Roboters. Die Steuerung führt dann kinematische Berechnungen durch, um das Toolboard-Koordinatensystem (TPCS) zu bestimmen, das der Endpunkt der Maschine selbst ist. Dieses Koordinatensystem selbst ist für den Programmierer nicht nützlich, aber es kann verwendet werden, um den Ursprung der Werkzeugposition zu definieren. Das Messer hat ein eigenes Koordinatensystem, nämlich das Werkzeugkoordinatensystem (TCS).
Positionsbefehl
Typischerweise wird das Werkzeug am Ende der Maschine zentriert, so dass dies so einfach sein kann wie ein Versatz in der Plus-Z-Richtung des Werkzeugtafel-Koordinatensystems und möglicherweise auch eine Rz-Komponente zur Berücksichtigung der Drehung erfordern. Das Werkzeugkoordinatensystem wird am häufigsten für langsame Bewegungen und Teach-Positionen verwendet, wird jedoch nicht oft bei automatischer Bewegung verwendet. Der Ursprung des Werkzeugkoordinatensystems ist der Werkzeugmittelpunkt (TCP), der der Startpunkt der Befehlsverschiebung ist. Wenn eine Verschiebung im Maschinenkoordinatensystem aufgerufen wird, bewegt sich der Werkzeugmittelpunkt zu dieser Position (siehe Abbildung 3).

Da jede Gruppe ihren eigenen Maschinenkoordinatensystemursprung hat, erfordert das Bewegen mehrerer Gruppen an die gleiche Position im Raum, dass jede Gruppe ihre eigene Positionsanweisung relativ zu ihrer Maschinenkoordinatensystemposition hat. Wenn beispielsweise zwei Pick-up-Roboter Artikel von demselben Förderband aufnehmen und sich dann jeder Pickup an dieselbe Position auf dem Förderband bewegt, sind unterschiedliche Positionsanweisungen für das Maschinenkoordinatensystem erforderlich.
Um die Verschiebung in ähnlichen gemeinsam genutzten Räumen zu vereinfachen, kann der Ursprung des Maschinenkoordinatensystems für jede Gruppe aus dem Ursprung des Weltkoordinatensystems (WCS) plus dem Versatz erhalten werden. Jede Arbeitseinheit hat nur eine Quelle des Weltkoordinatensystems. Wenn Sie eine einzelne Gruppe konfigurieren, müssen Sie einen Versatz zum Ursprung des Weltkoordinatensystems definieren. Dadurch können mehrere Agenturen ein gemeinsames Koordinatensystem verwenden, um die Programmierung zu vereinfachen.
Das letzte zu berücksichtigende Koordinatensystem ist das Komponentenkoordinatensystem (PCS). Dieses Koordinatensystem wird verwendet, um die Position und Ausrichtung jedes Objekts im Weltraum zu definieren. Der Ursprung dieses Koordinatensystems liegt auf dem Teil und bewegt sich mit dem Teil. Dies ist nützlich, wenn einzelne Teile bearbeitet werden, wie z. B. in einer Pick-and-Place-Anwendung. Andere Anwendungen umfassen die Förderbandverfolgung, bei der sich Komponenten entlang eines Förderbands bewegen. In diesem Fall bewegt sich das Komponentenkoordinatensystem relativ zum Ursprung des Weltkoordinatensystems und des Maschinenkoordinatensystems, sodass beim Bewegen des Werkzeugmittelpunkts der Maschine zu einer bestimmten Position des Komponentenkoordinatensystems der sich ändernde Versatz zwischen den verschiedenen berücksichtigt werden muss Koordinatensysteme (siehe Abbildung 4).
Das Verständnis der Unterschiede zwischen Koordinatensystemen und wie sie miteinander interagieren, ist der Schlüssel zu einer erfolgreichen Bewegungssteuerung mithilfe von Gruppen in der IEC. Verschiedene Koordinatensysteme arbeiten zusammen, um die gewünschte Operation auszuführen.
Beispiel für Förderbandverfolgung
In einer Förderbandverfolgungsanwendung kann der erste Befehl darin bestehen, den Werkzeugmittelpunkt im Maschinenkoordinatensystem zu bewegen, um den Werkzeugmittelpunkt an der Anfangsposition des Verfolgungsbereichs zu lokalisieren. Die Position und Ausrichtung des Teils werden definiert, und die Senderverfolgungsroutine berechnet den Versatz des Teils zum Ursprung des Koordinatensystems der Mechanismusmaschine. Dieser Versatz definiert das Komponentenkoordinatensystem des Teils und die Beziehung zwischen dem Maschinenkoordinatensystem und der Verfolgungsfunktion des Förderers. Der Versatz des Komponentenkoordinatensystems wird angepasst, während sich das Teil bewegt. Der Benutzer definiert dann eine Bewegung im Teilkoordinatensystemraum, um das Teil aufzunehmen. Da der Versatz des Bauteilkoordinatensystems 6 Freiheitsgrade hat, kann bei Bedarf auch ein Öffnen der Kiste auf dem Förderband erreicht werden. Der Benutzer führt dann eine Verschiebung im Teilkoordinatensystemraum durch, um das Teil aufzunehmen.
Die Werkzeugorientierung wird (falls erforderlich) automatisch an das Teil angepasst, und der Versatz zwischen den Koordinatensystemen hat diese Faktoren berücksichtigt. Dieselbe Teilekoordinatensystemposition wird für jede Aufnahme verwendet, und der Teilekoordinatensystemversatz ändert sich nur, wenn ein neues Teil angetroffen wird. Da die Förderbandverfolgungsfunktion den Versatz des Komponentenkoordinatensystems ständig aktualisiert, wird der Werkzeugarbeitspunkt auch entlang der positiven Richtung des Förderbands verfolgt, um das Problem der Komponentenbewegung zu lösen.